您好,欢迎访问贵州国塑科技管业有限责任公司官网!
今天是
年月日 星期 ::
您好,欢迎访问贵州国塑科技管业有限责任公司官网!


电 话:0851-34288888
电 话:0851-34299999
电 话:189-8531-3000
电 话:181-8853-8688
电 话:135-9557-7688
邮 箱:1130235224@qq.com
地 址:贵州省平坝县夏云工业园关音路3号
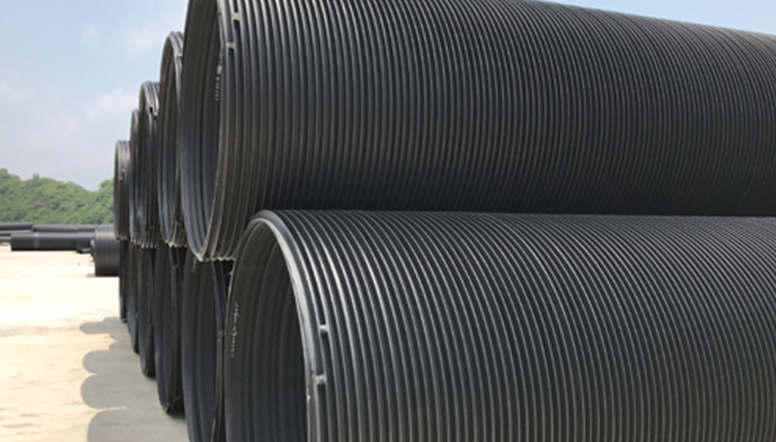
6.管材内壁有裂纹贵州波纹管认为可能是料有杂质;芯棒温度过低;机身温度低;牵引速度过快。7.管内壁有凹凸不平 可能螺杆温度过高;螺杆转速太快。8.管内壁有气泡 可能料受潮了。9.管壁厚度不均 可能口模,芯模没有对正;机头温度不均匀;牵引不稳定;压缩空气不稳定。10.管材弯曲宜州波纹管认为可能管材壁厚不均;机头四周温度不均匀;机头冷却槽,牵引切割中心没有对正;冷却 槽两端孔不同心。11.制品发脆 可能机身塑化程度不够;螺杆转速太快;机头温度太低;树脂粘度过高。12.管材纵向或横向收缩大 可能定径套与口模内径的径向差大(横向);牵引速度偏高(纵向)。13.突然出料慢 可能螺杆加料段温度高;机身进水;机头溶体压力小。

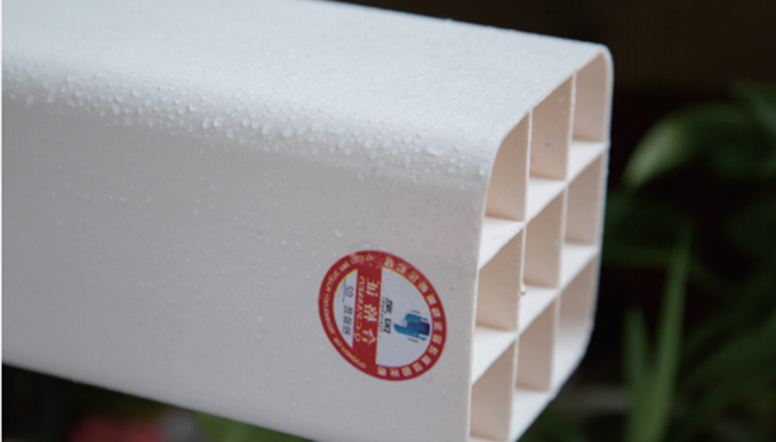
不得有尘土和其他杂质存在;并对焊接区域内、外表面进行打磨处理,除掉氧化表层。2---焊条贵州波纹管焊接所用的焊条一般应由管材生产厂配套提供,波纹管供应商要求与生产管材所用的聚乙烯材料相同或与管材相融好的材质焊条,贵州波纹管要求断面为圆形、该焊条粗细一致并符合所选用焊枪焊接性能的要求。此焊条还须要求洁净、干燥、无任何污渍。3---挤出焊机须强调要使用带热风装置的良好挤出焊机。焊接时热风装置须将焊管材接缝端的聚乙烯预热,使挤出的熔融聚乙烯能够与管材融为一体。所有焊接断面须饱满,不能有漏焊和断口。4---双面焊接对管径大于800mm的管材,一般应进行内外双面焊接。5---焊接工艺根据环境条件设定熔料和热风温度;对熔料保持焊接压力;有相应缓慢的冷却时间。总之, 波纹管供应商所有焊接工艺及操作要求应按管材生产厂提供的焊接工艺及操作要求进行。

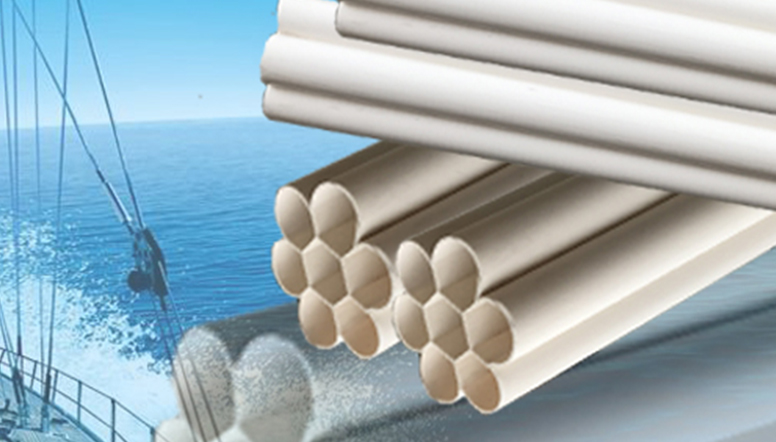
2.在整个施工过程中,应用锋利的刀具切割管材,波纹管供应商不建议使用手动锯齿锯或电动锯齿锯。这样做同样是为了避免在管材上造成应力集中和焊接不牢。3.安装注意扬长避短,对管道进行“暗敷”,可以防护它们免受环境中外力的意外撞击。同时也可以遮蔽光线,使塑料管材不受紫外线照射老化,同时去除管内苔类等微生物的滋生条件。贵州波纹管认为为进一步推进PP管的发展,需正确认识PP-R的优势和劣势,扬长避短,并加大市场监管力度,做为合格的管道人应用正确的方法去检测PP-R管道,以提升我国PP-R管道的竞争力。为了好的协助施工方保质保量的完成工程进度,特对PPR等塑料管材的冬季施工注意事项提醒如下:
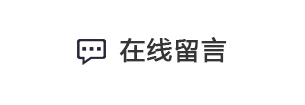
宜州波纹管来讲解HDPE钢带增强螺旋波纹管连接方式HDPE钢带增强螺旋波纹管的连接方式和具体过程:一、衔接方法 热收缩套连接。热收缩套是由加强纤维热收缩材料、热熔胶和装置辅件构成。热收缩套套在需连接两根管材的端头,加热后收缩套收缩使之连接成为一体。特色:装置便利。二、贵波纹管供应商告诉你钢带波纹管热收缩套连接过程。热收缩套连接施工过程:热收缩套的施工环境温度一般应为零下20度到60度之间,若环境温度低于0度,应对采纳保湿措施;
宜州波纹管认为水套与在型模块的中线偏离(成型机与水套不对中);内层壁厚偏薄;内层真空过早停止。e、扩口末端内层堆料,这种现象往往会导致扩口往里面凹。波纹管供应商认为其原因是扩口末端内层料过厚;贵州排水管成型机在此段的降速的量过大;之前几段的内层冲气过大;内层的料温过高致料坯过软;外层的料坯在此段过厚。f、扩口末端的内层有凹陷其原因一般是扩口后的一个波和第二个波内的气压过小;扩口后的一个波和第二个波所对应的内层壁厚过厚;内层真空度较小或内层真空启动过晚;
全国服务热线:
0851-34288888
0851-34299999
189-8531-3000
181-8853-8688
135-9557-7688
地址:贵州省安顺市平坝区夏云工业园关音路3号
传真:0851-34288888
E-Mail : service@adress.com