您好,欢迎访问贵州国塑科技管业有限责任公司官网!
今天是
年月日 星期 ::
您好,欢迎访问贵州国塑科技管业有限责任公司官网!


电 话:0851-34288888
电 话:0851-34299999
电 话:189-8531-3000
电 话:181-8853-8688
电 话:135-9557-7688
邮 箱:1130235224@qq.com
地 址:贵州省平坝县夏云工业园关音路3号

不得有尘土和其他杂质存在;并对焊接区域内、外表面进行打磨处理,除掉氧化表层。2---焊条贵州波纹管焊接所用的焊条一般应由管材生产厂配套提供,波纹管批发要求与生产管材所用的聚乙烯材料相同或与管材相融好的材质焊条,贵州波纹管要求断面为圆形、该焊条粗细一致并符合所选用焊枪焊接性能的要求。此焊条还须要求洁净、干燥、无任何污渍。3---挤出焊机须强调要使用带热风装置的良好挤出焊机。焊接时热风装置须将焊管材接缝端的聚乙烯预热,使挤出的熔融聚乙烯能够与管材融为一体。所有焊接断面须饱满,不能有漏焊和断口。4---双面焊接对管径大于800mm的管材,一般应进行内外双面焊接。5---焊接工艺根据环境条件设定熔料和热风温度;对熔料保持焊接压力;有相应缓慢的冷却时间。总之, 波纹管批发所有焊接工艺及操作要求应按管材生产厂提供的焊接工艺及操作要求进行。
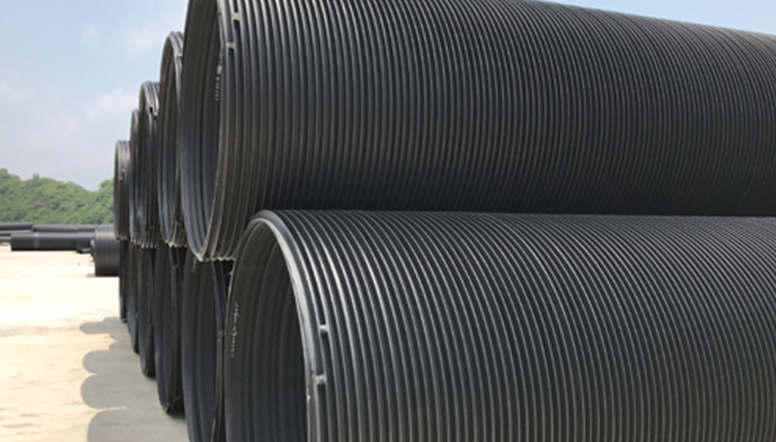
崇州波纹管带大家了解HDPE双壁波纹管的常见问题1、内壁不平坦PE双壁波纹管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。波纹管批发认为真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。2、扩口不良。扩口不良可分为以下几种状况:a、内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气迟或扩口放气管路不通畅;原材料内有杂质;物料塑化不良等。

6.管材内壁有裂纹贵州波纹管认为可能是料有杂质;芯棒温度过低;机身温度低;牵引速度过快。7.管内壁有凹凸不平 可能螺杆温度过高;螺杆转速太快。8.管内壁有气泡 可能料受潮了。9.管壁厚度不均 可能口模,芯模没有对正;机头温度不均匀;牵引不稳定;压缩空气不稳定。10.管材弯曲崇州波纹管认为可能管材壁厚不均;机头四周温度不均匀;机头冷却槽,牵引切割中心没有对正;冷却 槽两端孔不同心。11.制品发脆 可能机身塑化程度不够;螺杆转速太快;机头温度太低;树脂粘度过高。12.管材纵向或横向收缩大 可能定径套与口模内径的径向差大(横向);牵引速度偏高(纵向)。13.突然出料慢 可能螺杆加料段温度高;机身进水;机头溶体压力小。
崇州波纹管介绍波纹管施工连接方法注意事项有哪些?一.热熔挤出焊接的结构:热熔挤出焊接是采用热风挤出焊接工具,先将管材被连接两端加热,焊枪挤出熔融的聚乙烯料,把连接缝两端的聚乙烯材料熔融接成一体的连接方法。其连接结构是把聚乙烯材料熔融成整体的连接方法,属刚性连接。挤出焊接的是利用分子热运动的基本原理,贵州波纹管认为通过挤出焊枪将PE焊条加热(使焊条从固态变成了粘流体)并挤出。同时焊枪上配置的热风枪加热被焊PE管的待焊面,经外力作用,接缝两端的PE材料相互粘合,使彼此间得到了很好的扩散和相互缠绕,
全国服务热线:
0851-34288888
0851-34299999
189-8531-3000
181-8853-8688
135-9557-7688
地址:贵州省安顺市平坝区夏云工业园关音路3号
传真:0851-34288888
E-Mail : service@adress.com